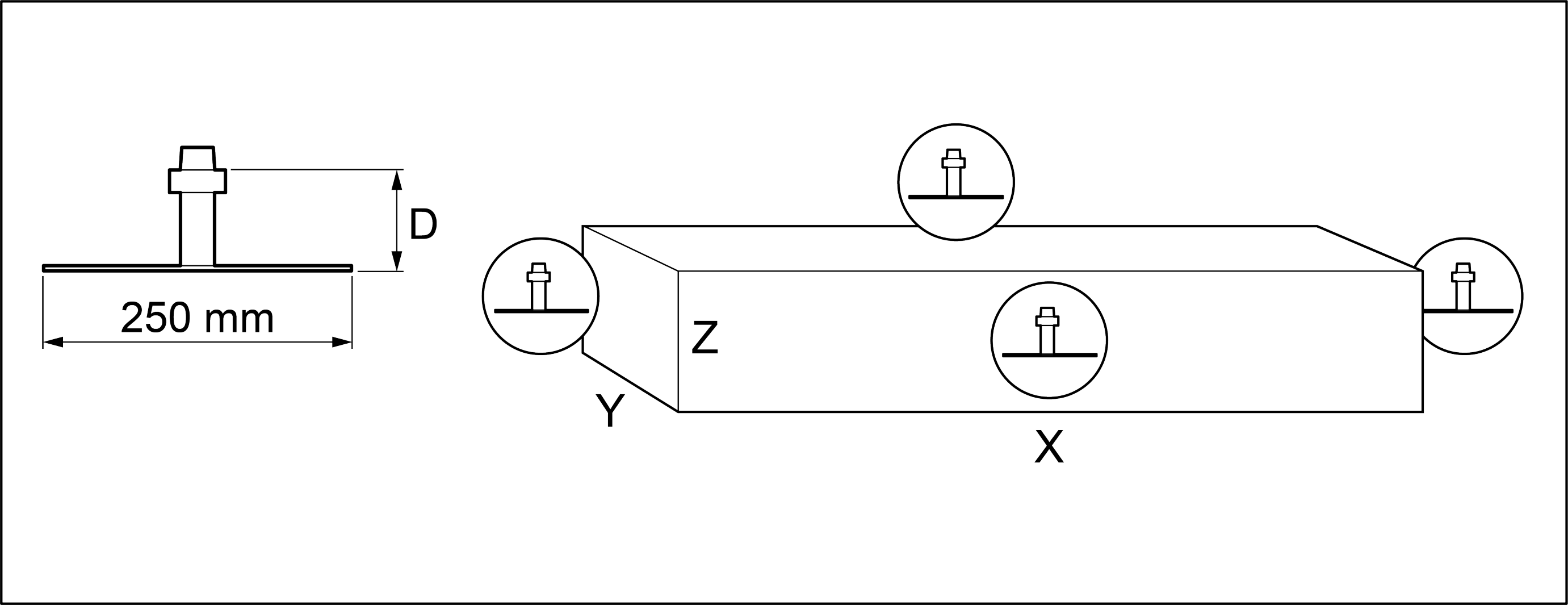
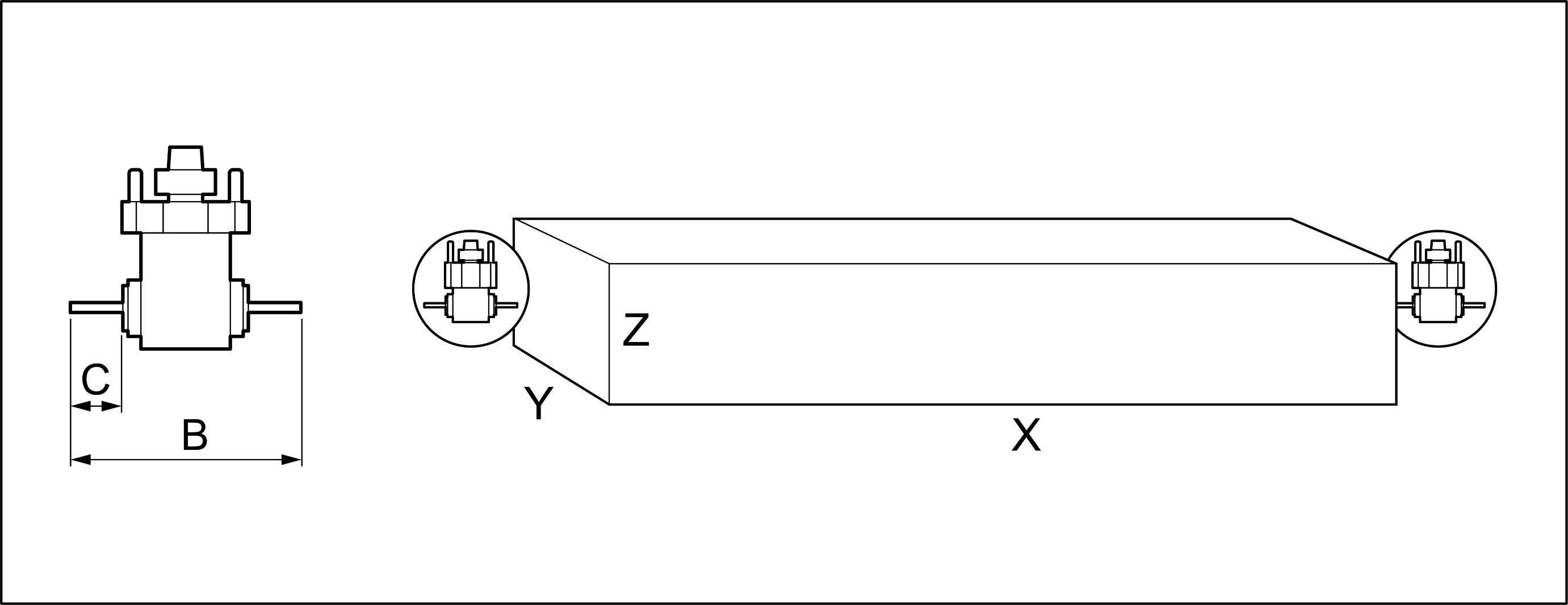
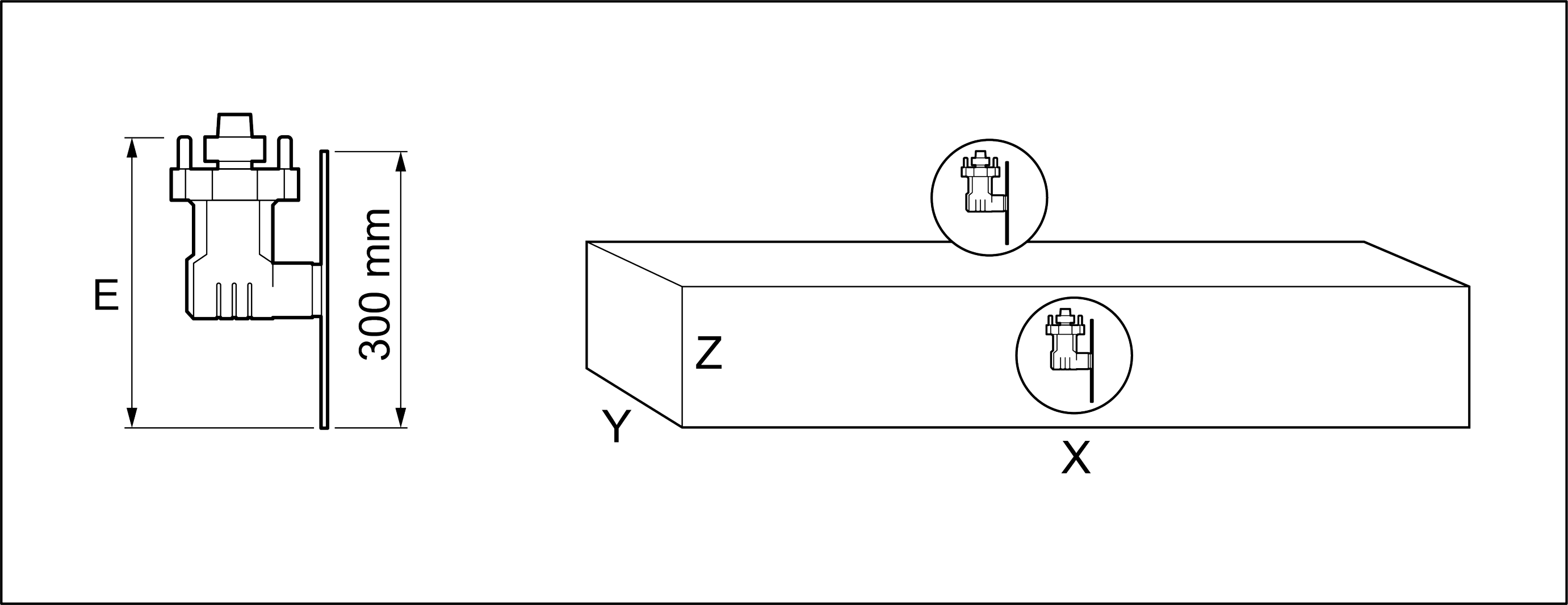
The toolholder magazine features 13 places, two of which are sized to house angle machining heads and disc milling cutters with a maximum diameter of 250 mm. The position of the magazine, installed on board the gantry, allows minimising the tool change times and optimising the work cycles. A solution has been designed to keep the housing of the toolholder cones separated from the machining area for a better magazine cleaning.
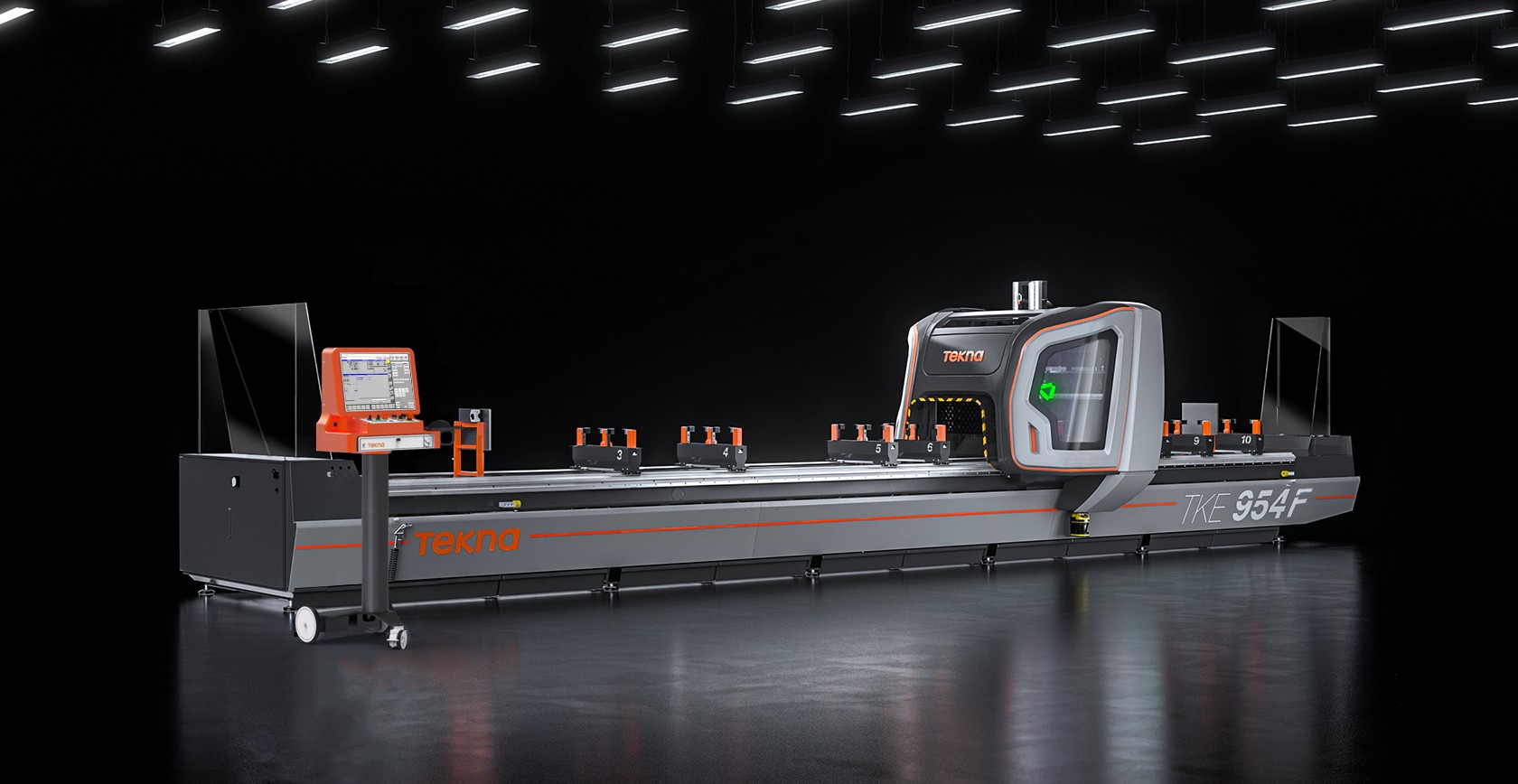

TKE 954F
Mobile gantry 4-axis CNC machining centre for drilling, milling and tapping, at any angle from -90° to +90°, on profiles and plates with a thickness up to 10 mm if made of aluminium, lightweight alloys and PVC and up to 2 mm if made of steel. The mobile part of the machine is composed of a dual drive gantry on a high precision rack. The local guarding cabin, made of technopolymer, has been designed to offer optimal functionality, accessibility, soundproofing and lighting while fulfilling safety and ergonomics requirements. Large glass windows allow the operator to monitor the machining operations being executed, as well as an easy access during cleaning and maintenance phases. The inside of the cabin ensures the conveying of swarf into the collection system available at the base. The 11 kW electrospindle allows performing machining operations, even heavy-duty ones, with optimal results in terms of speed and precision. The 13-place tool magazine, integrated into the mobile gantry, features two special positions, one for a blade with a maximum diameter of 250 mm and the other for the angle machining head. It features two different operating modes: the first, in single-area mode, allows machining entire bars having a maximum length of 7 or 9 m in a single work area; the second one, in double machining mode, allows machining several workpieces in the two different work areas. In the version with system for moving vices on H and P axes, it is possible to use the machine in dynamic tandem machining mode; this operating mode allows reducing machine downtimes to a minimum, since it allows the vices to be automatically set, in concurrent operation time, to the operation processes of the spindle in the opposite work area. TKE 954F is equipped with a laser scanner allowing the most precise and advanced control of the machine front access, raising safety and operator/machine interface standards. In double machining mode, the laser scanner allows programming asymmetrical work areas on X axis so that workpieces having different sizes can be machined by making use of 4 different set-ups, in order to increase the machine operation flexibility.
Tool magazine


Full protection cabin
The local guarding cabin has been designed to offer optimal functionality, accessibility and lighting while fulfilling safety and ergonomics requirements. The innovative and refined design makes the machine unique and unmistakeable. Large glass windows allow the operator to monitor the machining operations being executed and a large access to internal areas is provided for cleaning and maintenance operations.
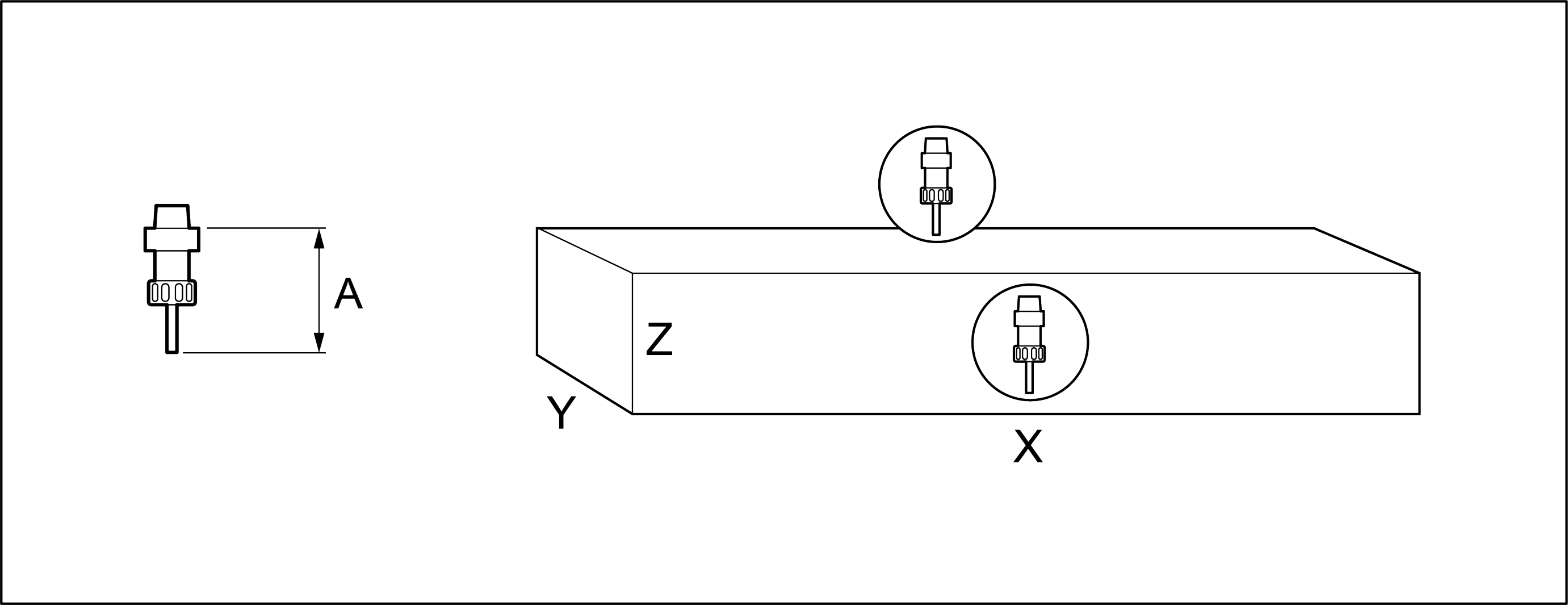
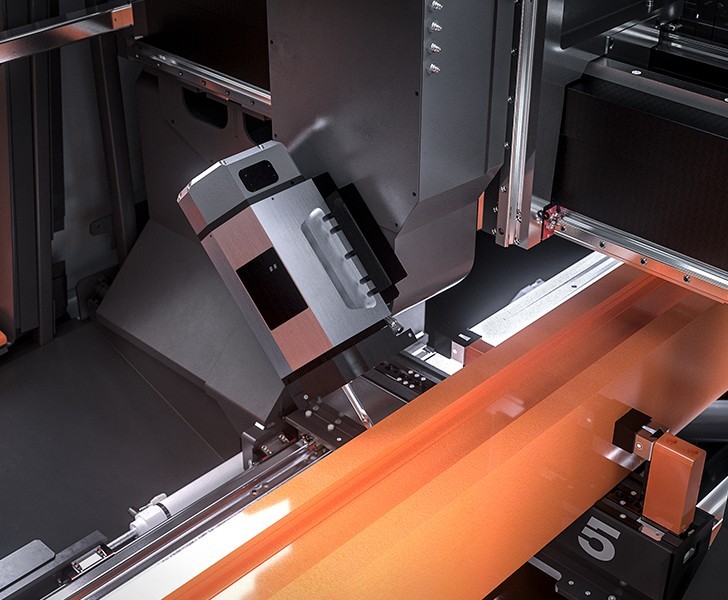
Electric head
The 11 kW electrospindle in S1 with encoder is suitable for particularly heavy-duty machining and rigid tapping. The HSK-63F toolholder and the water cooling with chiller unit allow performing even heavy-duty machining operations, typical of the industrial sector. The electrospindle movement along A axis performs 90° to +90° rotation, allowing to work on 3 sides of the profile with no need to reposition it.

Fanuc control
The FANUC control of 32i series is ideal to manage complex machines such as the TKE954F, which features high-speed multiple axes and paths for precision machining. The innovative hardware and software of the product offer optimal performance, precision and surface quality. The large amount of SRAM memory allows for more flexible configuration of optional functions and offers a larger space for customisation functions.
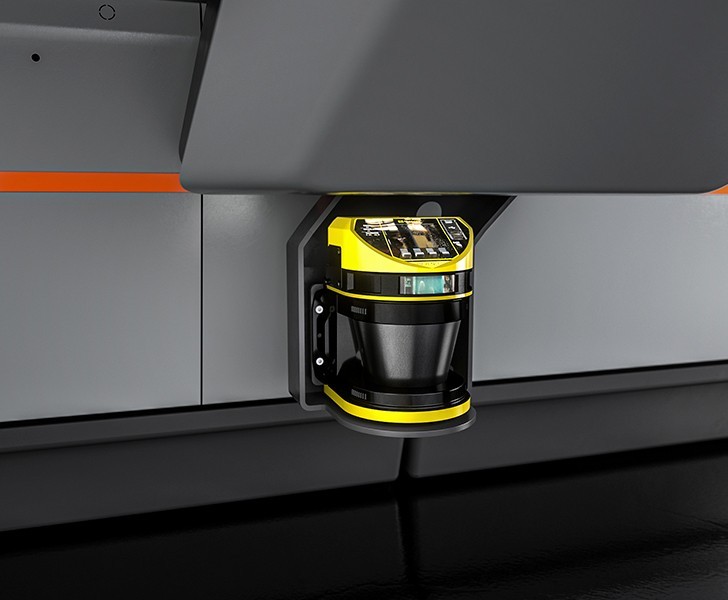
Laser scanner
The protection of the operator is entrusted to a monitoring system of the work area with laser scanner. This intelligent control system, together with the absence of fixed references at the centre of the machine, is specially useful in double operation mode, since it allows managing the two work areas with a variable set-up, even asymmetrical, programming them from time to time. The machine is safe and flexible at the same time, suited to different work requirements.
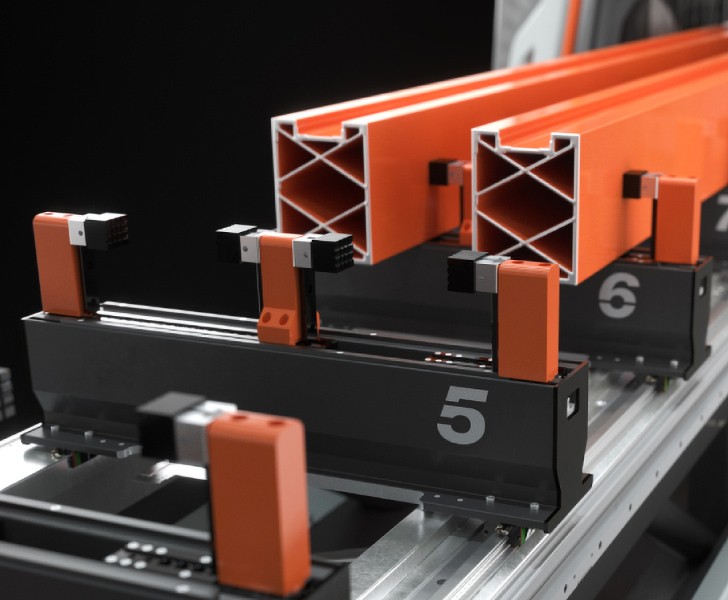
Double hold-down device on pneumatic vice (Optional)
By exploiting the wide Y work area, the machine can be equipped to position, refer and clamp two profiles in parallel in the vices, working both profiles in a single cycle and thus allowing a very significant reduction in the machining time. Performing drilling and milling machining in the inner faces using angle machining head requires feasibility check.






