
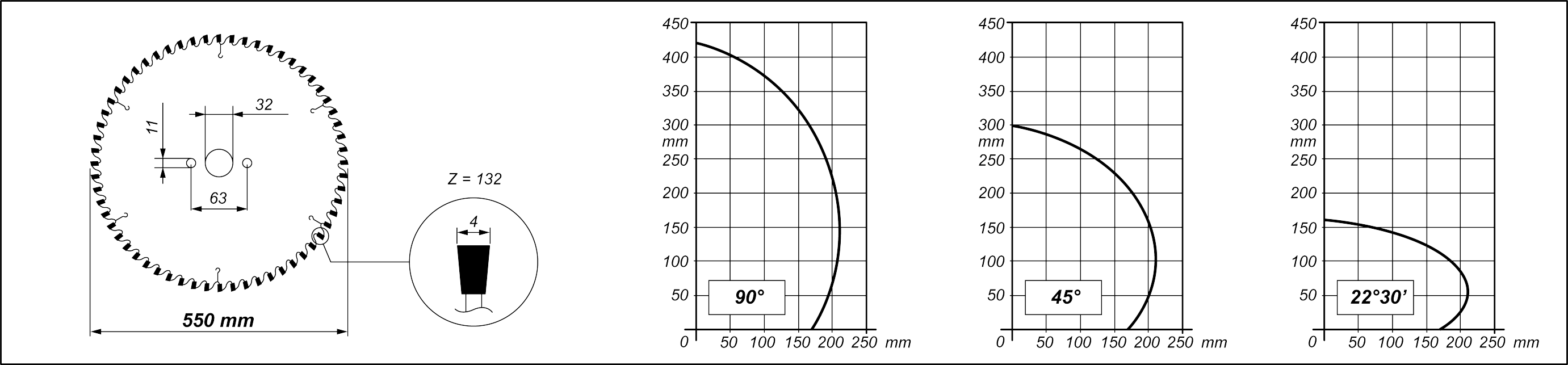
TKE 551
Elektronische Doppelgehrungssäge mit mittels NC-gesteuertem Brushless-Motor automatisch verfahrbarem Sägeaggregat. Pneumatisches Neigen der Schneideeinheiten von 90° bis 22°30’ (außen) mit mechanischem System zur Einstellung der dazwischen liegenden Gehrungswinkel. Hydropneumatischer Sägeblattvorschub.
Be- und Entladen

Virtuelle Neigungsachse der Sägeaggregate
Die Neigung eines jeden Kopfes, bis zu 22°30‘ nach außen für beide Versionen, Aluminium und PVC, erfolgt über zwei Kreisführungen, die auf vier Stahlrädchenpaaren angeordnet sind. Aufgrund dieser patentierten Lösung gibt es keine Störkanten im Schnittbereich. Das bringt Vorteile für die Positionierung und das Spannen des Profils bei gleichzeitiger erhöhter Steifigkeit gegenüber herkömmlichen Systemen.
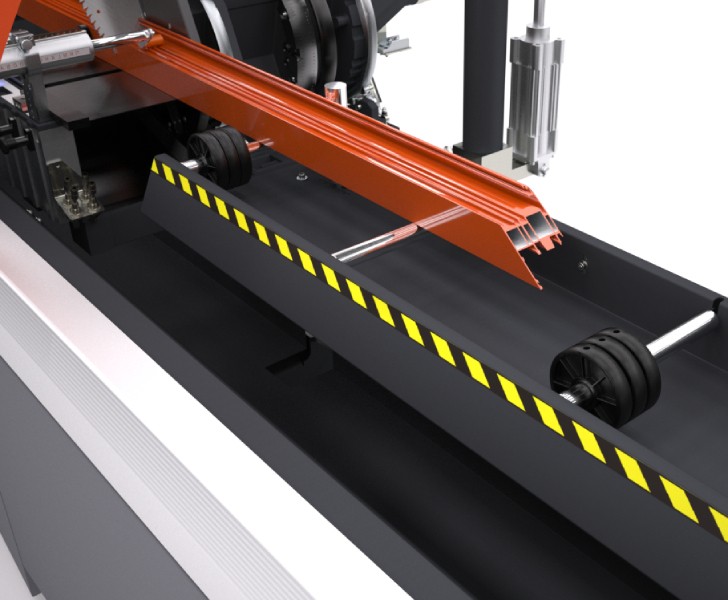
Profileinspannung
Da die virtuelle Achse einen großen Arbeitsbereich bietet, erfolgt das Spannen des Profils mit höchster Präzision und Sicherheit über zwei horizontale Spannerzylinder. Ist ein vertikales Einspannen erforderlich, insbesondere bei Spezialschnitten, steht ein patentiertes, horizontales Niederhaltersystem zur Verfügung, mit denen das Profil auf der Vertikalen eingespannt werden kann.

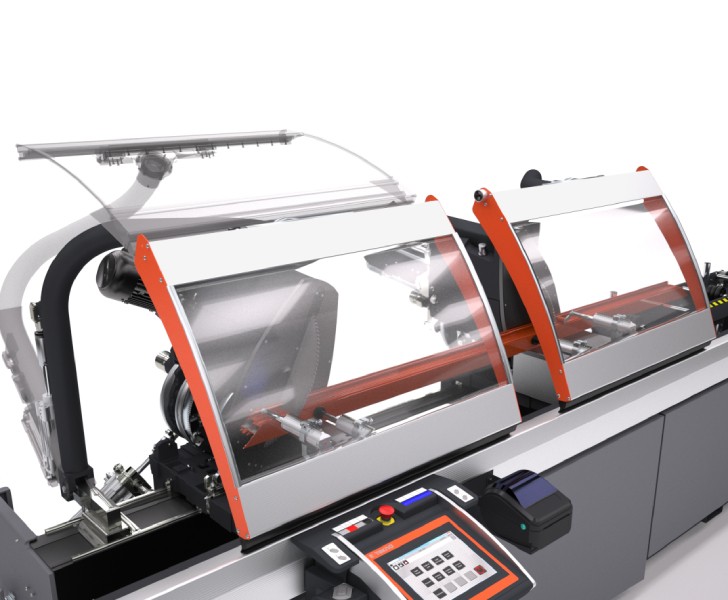
Schutzvorrichtung Köpfe
Steuerung
Die anwenderfreundliche Bedientafel ermöglicht ein korrektes Positionieren der beweglichen Köpfe entsprechend den spezifischen Anforderungen des Schneidvorgangs. Ausgestattet mit einem 5,7 Zoll-Touchscreen-Display und mit einer komplett individuell angepassten Software mit vielen Funktionen, die eigens für diese Maschine entwickelt wurden. Als Option kann die Bedientafel auch auf einer Haltung auf Lagern, die über die gesamte Frontseite der Maschine verschiebbar ist, montiert werden.


Etikettendrucker (Option)
Mit dem Industrie-Etikettendrucker kann jedes zugeschnittene Profil mit den Identifikationsmerkmalen aus der Schnittliste versehen werden. Darüber hinaus bietet der Barcodedruck eine einfache Identifizierung des Profils selbst, was insbesondere für nachfolgende Bearbeitungsschritte an Bearbeitungszentren oder betreuten Montagelinien dienlich ist.







