
TKE 162 M
Horizontale Ausklinkfräse mit manuellem Vorschub. Nicht rechtwinklige Fräsbearbeitung +45° / 90° / -45°. Hohe Werkzeugdrehgeschwindigkeit zur Verbesserung der Verarbeitungsqualität an lackierten und nicht rechtwinkligen Profilen. Schnellwechselvorrichtung des Fräsaggregats mit pneumatischer Steuerung. Kratzfester Arbeitstisch. Arbeitsbereich mit Vollumhausung, die gute Sichtbereich in den Innenbereich bietet.
Spanneinrichtungen und Unwucht
Sowohl waagerechte als auch senkrechte Spanneinrichtungen werden pneumatisch mit einer Niederdruckvorrichtung betrieben. Die Unwucht wird durch die Möglichkeit, die Neigung von -45° bis +45° von Hand zu verändern, ausgeglichen. Die Position wird mit Hilfe eines metrischen Maßes oder einer Skala erfasst.


Pneumatisch betriebener Schnellwerkzeugwechsel
Der Fräsgruppenwechsel erfolgt pneumatisch über die Steuerung auf dem Bedienfeld. Damit kann die in der Maschine installierte Fräsgruppe verändert werden, um die Bearbeitbarkeit verschiedener Strangpressprofile zu gewährleisten.
Revolveranschlag
Der manuelle Revolveranschlag mit 6 Positionen ermöglicht das Einstellen von 6 verschiedenen Maßen und daher die schnelle Positionierung des Werkstücks, um die Zykluszeiten zu reduzieren. Der Revolveranschlag kann manuell auch höhenverstellt werden.


Steuerung
Das Drucktastenfeld auf dem Bedienfeld der Maschine ermöglicht die Bedienung von: Blasluft zum Reinigen des Spanntisches, Inbetriebnahme mit Schutzschalter, Werkzeugschnellwechsel.
Profilauflage-Rollenbahn
Ermöglicht eine einwandfreie Positionierung in der Maschine und sicheren Halt des Profils im Bearbeitungsbereich. Gleitrollen erleichtern die Handhabung der Profile.
 - 728x600-lWD3.jpg)
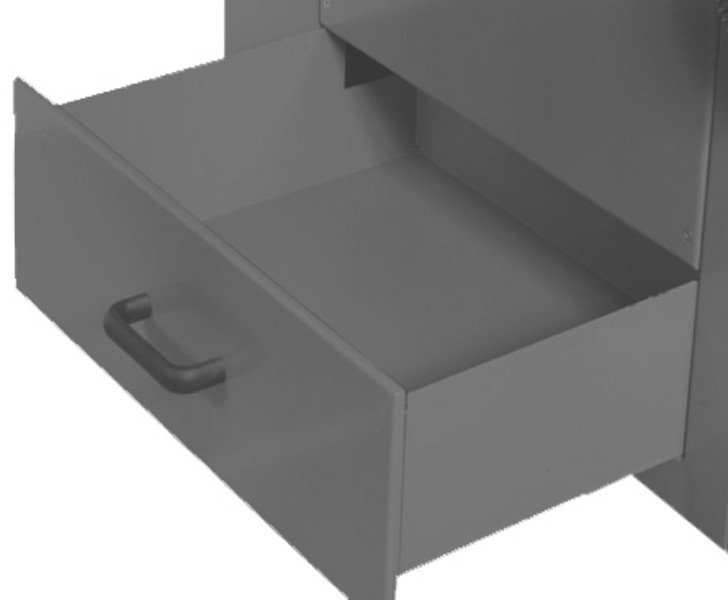
Späneeinsammlung
Ein im unteren Teil der Maschine aufgestellter Kasten ermöglicht das Auffangen der bei der Bearbeitung anfallenden Späne und erleichtert so die Reinigungsarbeiten.






