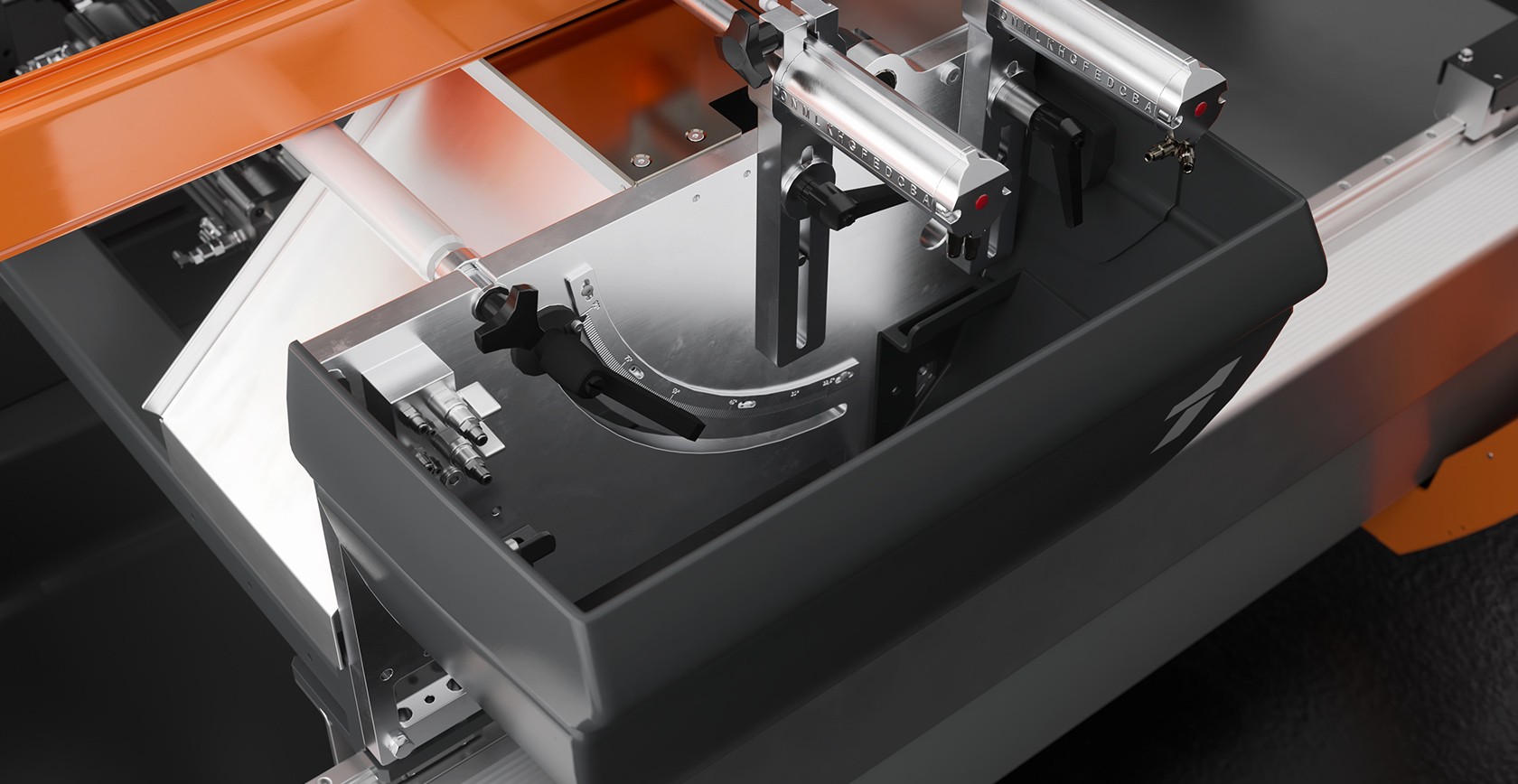
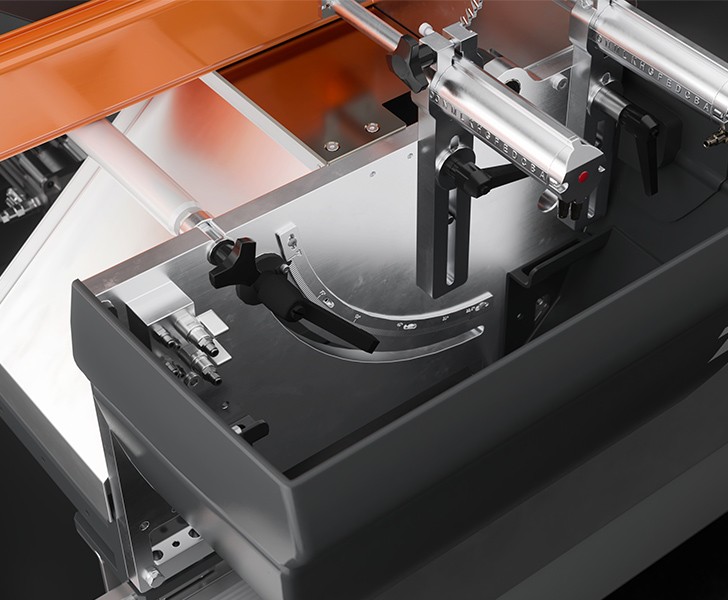
Le serrage du profil pour la coupe se fait de manière extrêmement précise et sûre au moyen de deux presseurs horizontaux. Pour la nécessité de serrage vertical, tout particulièrement pour les coupes spéciales, un système de presseurs horizontaux est disponible, ayant fait l'objet d'un brevet et permettant de serrer verticalement le profil. Un support intermédiaire positionné manuellement soutient le profil lors de la coupe de grandes longueurs.

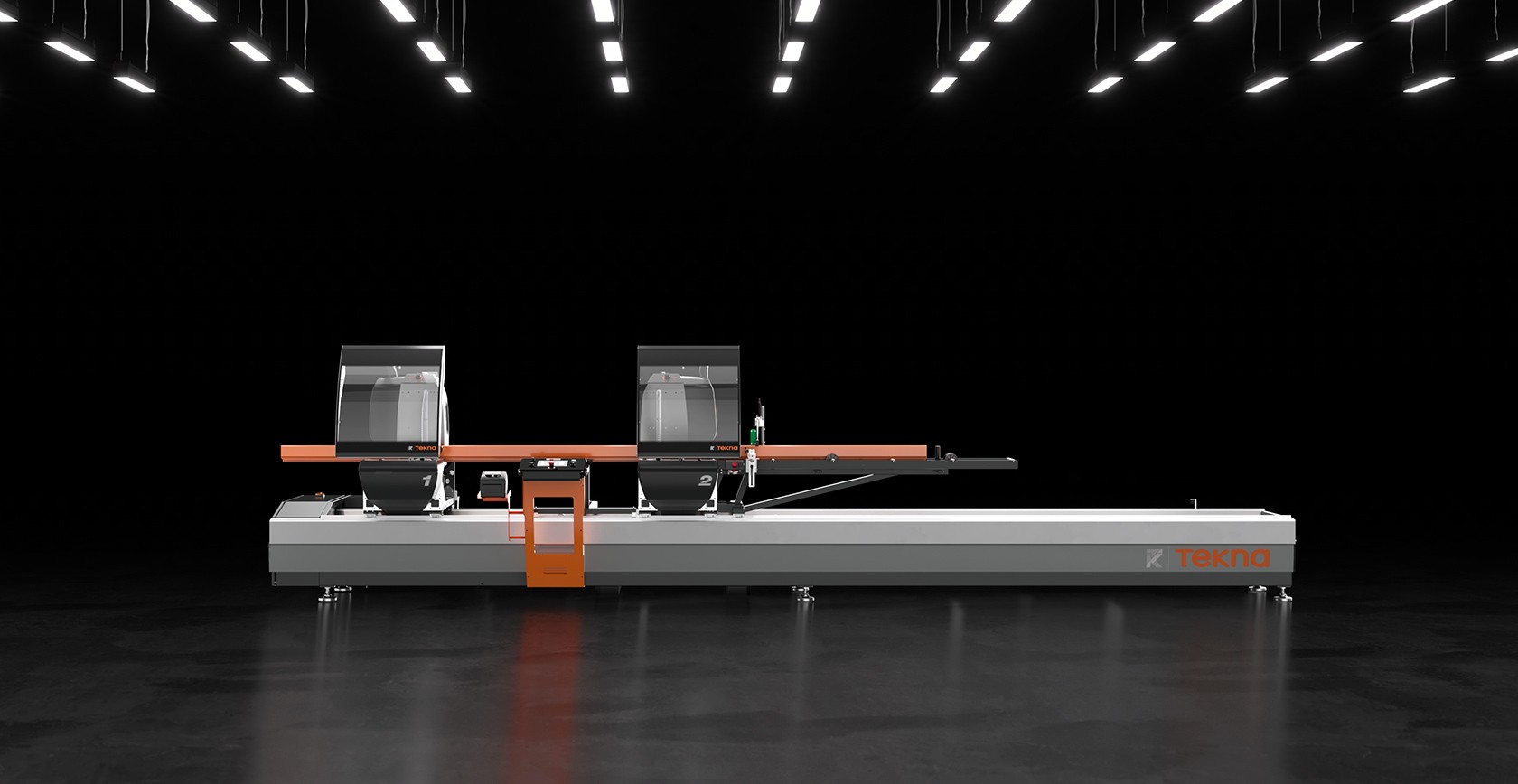


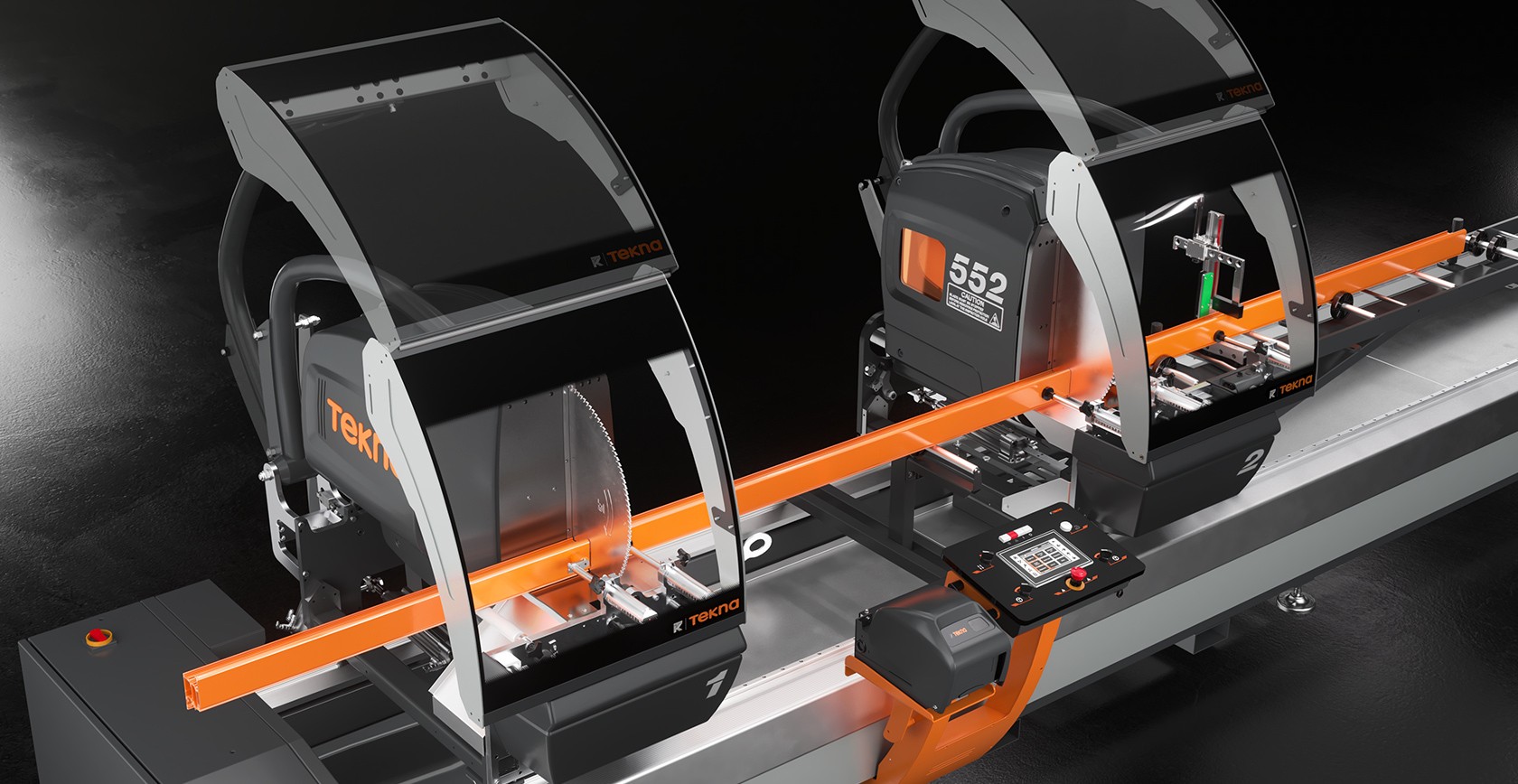

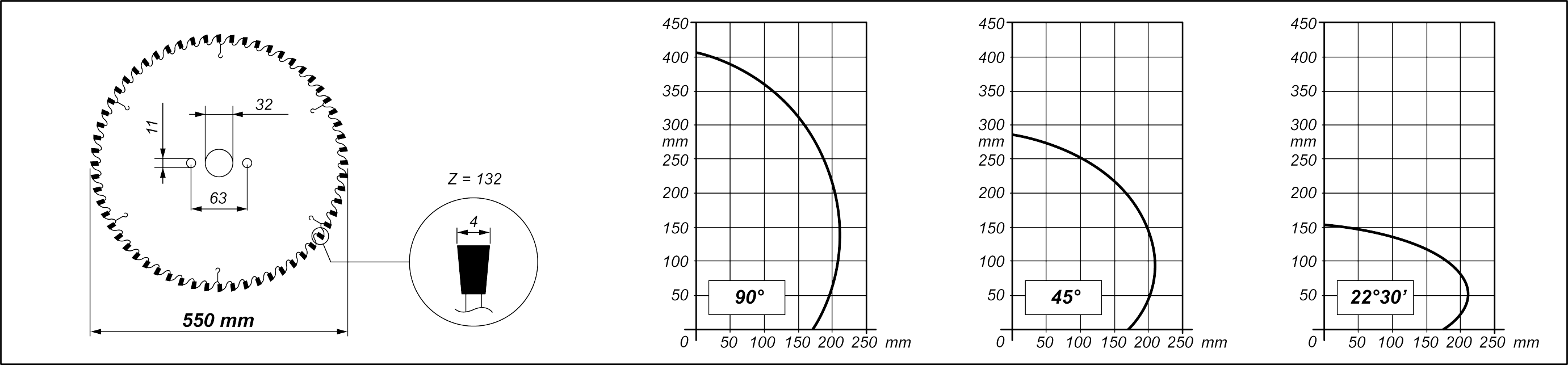
TKE 552
Tronçonneuse à double tête électronique, mouvement automatique de la tête mobile grâce à un moteur brushless à commande numérique par calculateur. Inclinaison pneumatique des unités de coupe de 90° jusqu'à 22°30’ (externe) dans deux positions fixes ou avec système mécanique optionnel de réglage des angles intermédiaires. Avance oléopneumatique de la lame.
Blocage du profilé


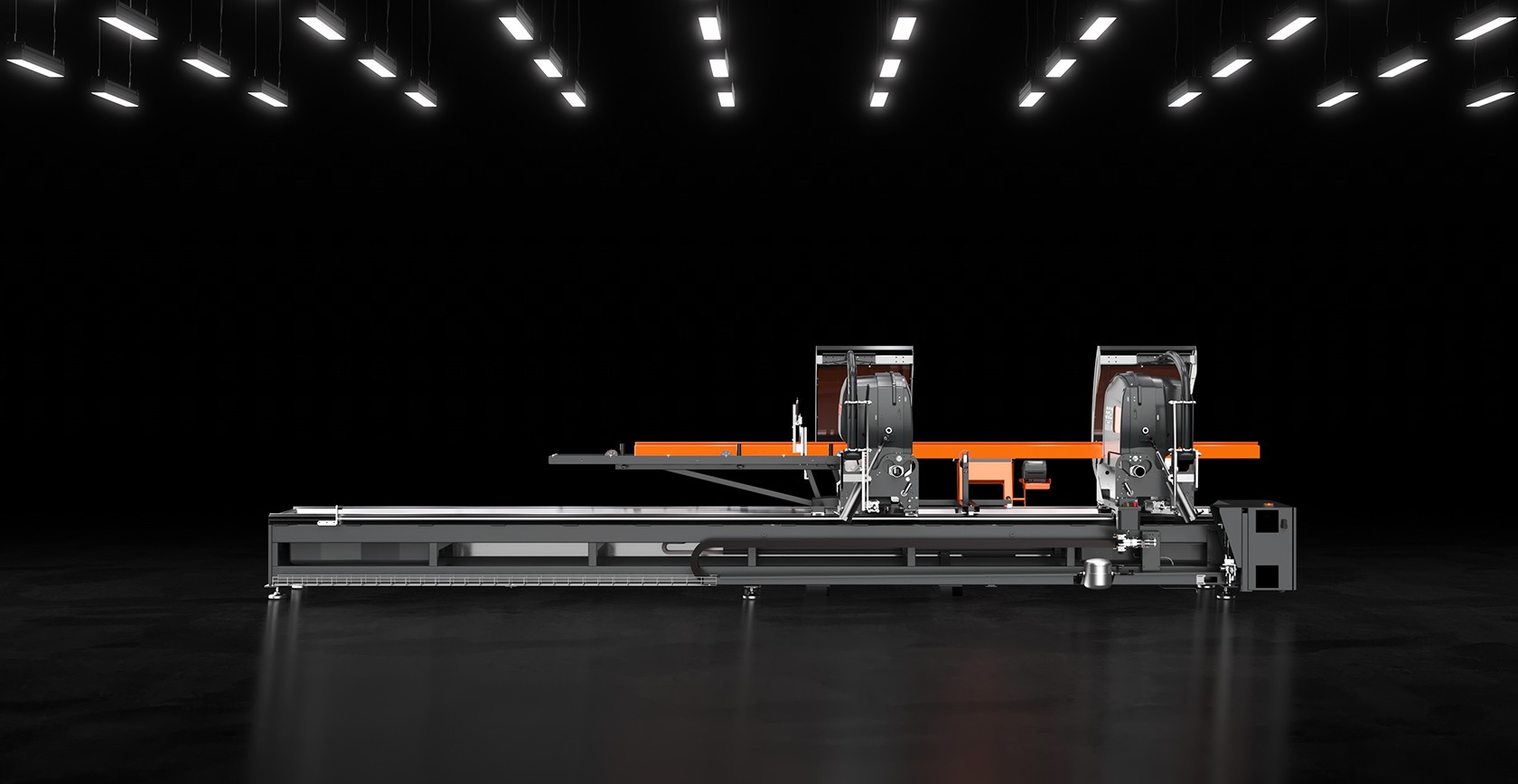
Protections têtes
Deux protections locales à mouvement automatique, installées sur les unités de coupe, protègent la zone d'usinage. Elles sont en polycarbonate anti-rayure ; les mouvements d'ouverture/fermeture sont automatiques au cours des phases opportunes du cycle de coupe et sont actionnés par un vérin pneumatique.
Chargement et déchargement
La tronçonneuse dispose d'un convoyeur à rouleau sur tête mobile, pour le chargement/déchargement standard. Le convoyeur à rouleau supporte, en option, un étau supplémentaire pour le serrage de la barre résiduelle, ainsi que le dispositif de mesure électronique de l'épaisseur du profil usiné ; ce dernier permet de corriger automatiquement la valeur de coupe en fonction de la dimension réelle du profil, avec une tolérance correspondante dérivant des traitements de surface.

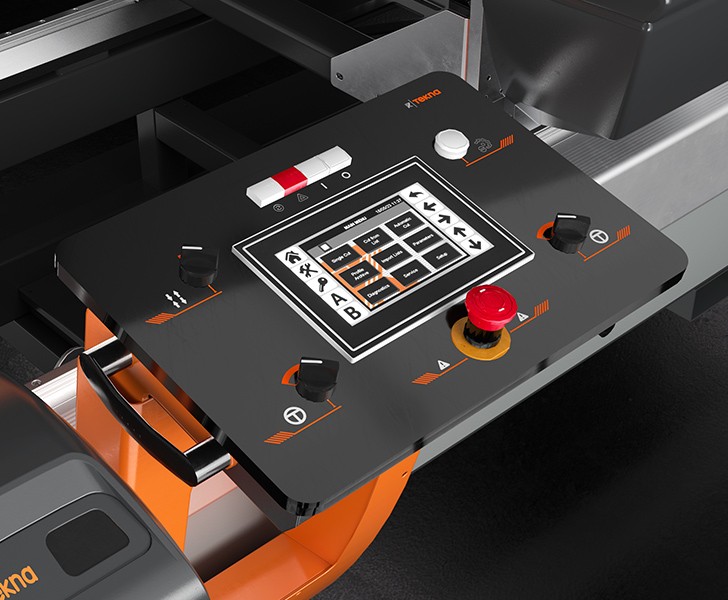
Contrôle
Le panneau de contrôle, installé sur un support coulissant sur roulements le long de la face avant de la machine, permet de positionner correctement les têtes mobiles en fonction des spécifications de la coupe à effectuer. Il est muni d'un écran tactile de 7" et d'un logiciel totalement personnalisé, offrant de nombreuses fonctions conçues spécifiquement pour cette machine. À travers la création des listes de coupe, le cycle d'usinage est optimisé, en permettant ainsi la réduction de rebuts et la diminution des délais pour les phases de chargement/déchargement des pièces.
Réglage des angles intermédiaires (Optionnel)
La version standard permet de réaliser des coupes à 45° et 22°30' grâce à un pré-réglage mécanique des butées. En option, il existe un système de réglage de l'inclinaison des unités de coupe à tous les angles intermédiaires, ce qui est particulièrement utile pour réaliser des coupes hors équerre.

Étau supplémentaire soutien profilé sur convoyeur à rouleau tête mobile (Optionnel)
Après chaque coupe, le bout de profil restant a la tendance à tomber sur le convoyeur à rouleau et risque de heurter la lame qui est encore en phase de coupe. Ce mouvement pourrait endommager la pièce elle-même ainsi que celle qui vient d'être coupée. L’étau supplémentaire installé sur le convoyeur à rouleau évite cet inconvénient, en maintenant bloqué le profil pendant toute la durée du cycle de coupe.









