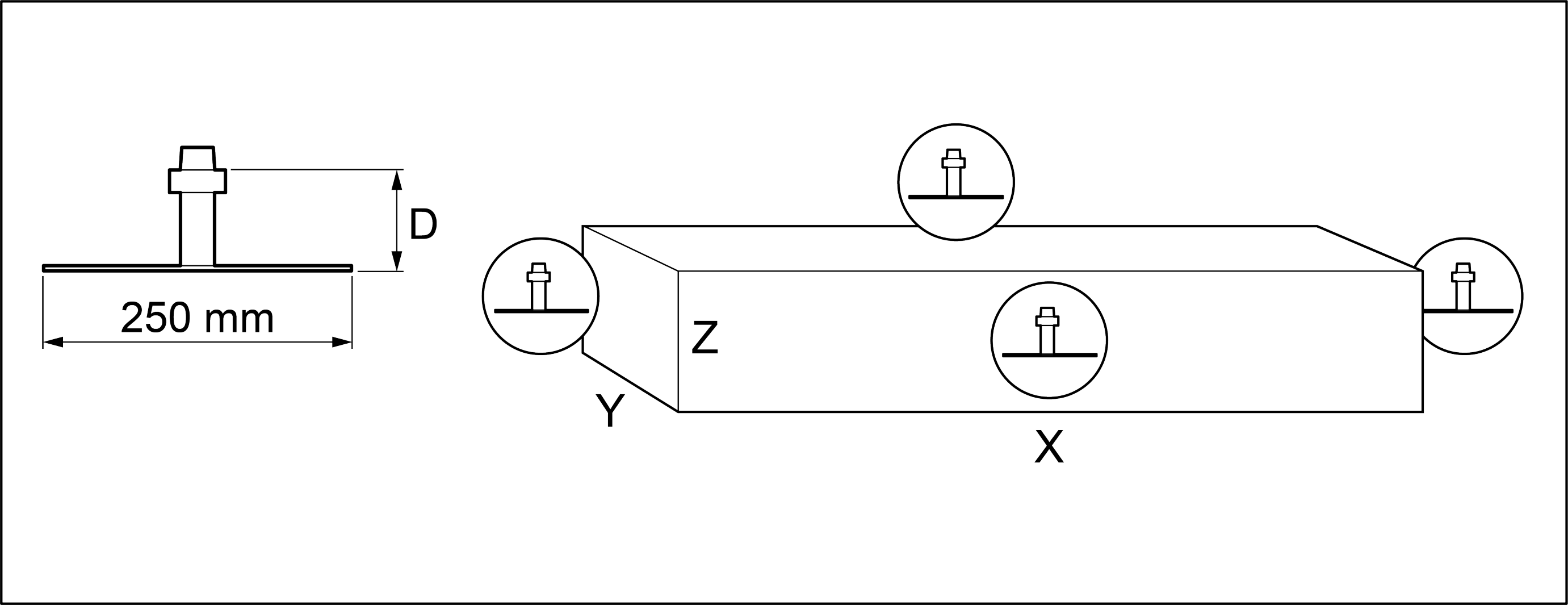
Le magasin porte-outil comporte 13 positions, dont deux sont dimensionnées pour accueillir des renvois d'angle et des fraises-disques d'un diamètre maximal de 250 mm. La position du magasin, installé à bord du portique, permet de réduire au maximum les temps de changement de l'outil et d'optimiser les cycles de travail. Une solution a été conçue pour que les logements des cônes porte-outil soient séparés de la zone d'usinage afin de mieux nettoyer le magasin.
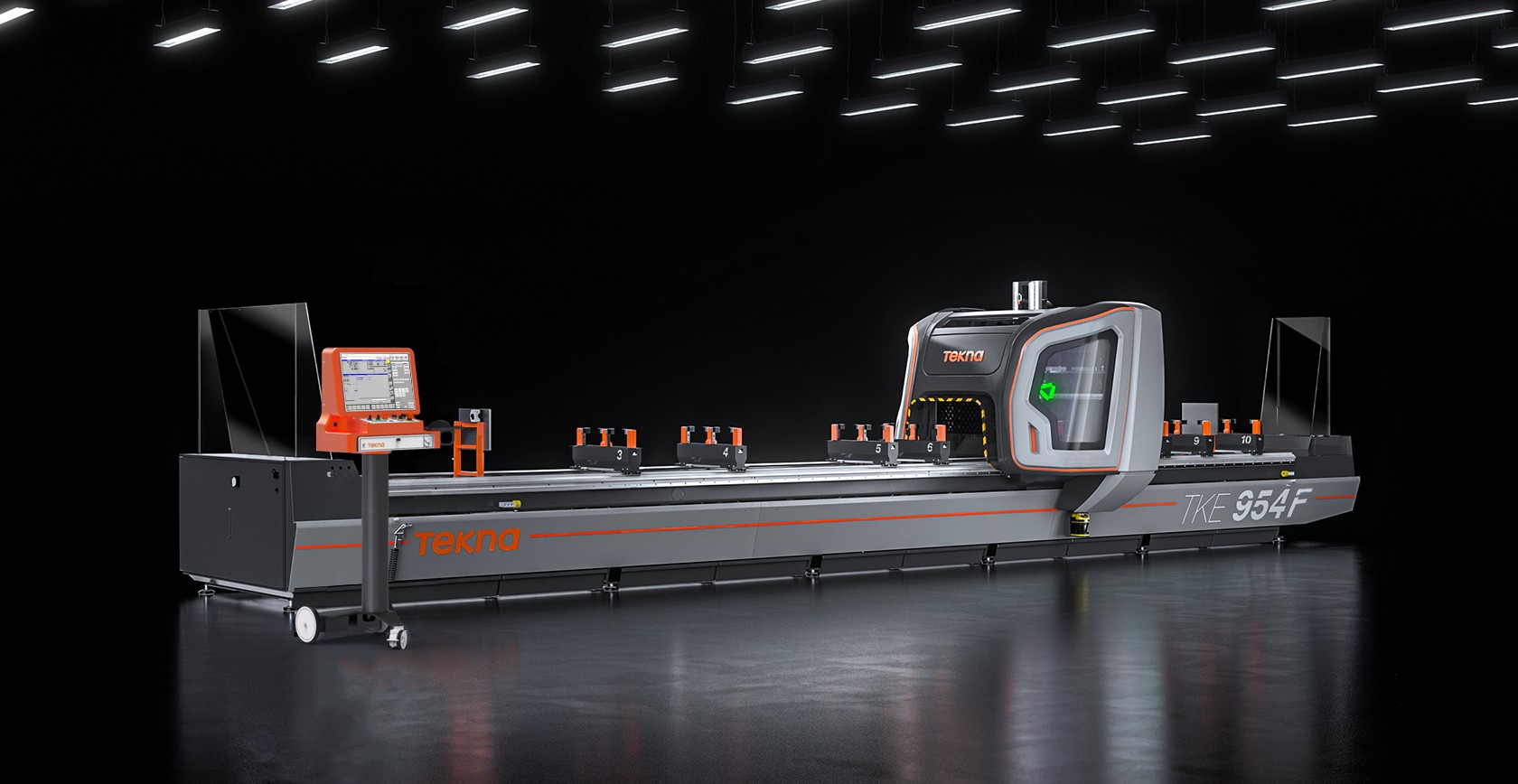

TKE 954F
Centre d’usinage à 4 axes à CN doté d'un portique mobile et conçu pour le perçage, le fraisage et le filetage, à n'importe quel angle de -90° à +90°, sur des profilés et des plateaux en aluminium, alliages légers et PVC d'une épaisseur maximum de 10 mm et en acier d'une épaisseur maximum de 2 mm. La section mobile de la machine est constituée d’un portique pourvu d’une motorisation double type gantry à crémaillère de précision. La cabine de protection locale, réalisée en technopolymère, a été conçue pour offrir le maximum d’efficacité, accessibilité, insonorisation et luminosité, tout en se conformant aux exigences de sécurité et ergonomie. L’opérateur dispose d’amples surfaces vitrées pour contrôler les exécutions des usinages et d’un accès aisé pendant les étapes de nettoyage et d’entretien. L'intérieur de la cabine assure l’acheminement des copeaux vers le système de collecte disponible dans le bâti. L’électrobroche avec puissance de 11 kW permet d’exécuter des usinages, même difficiles, avec d’excellents résultats au niveau de la précision et de la rapidité. Le magasin outils à 13 places, intégré dans le portique mobile, dispose de deux positions dédiées pour une lame d’un diamètre maximum de 250 mm et un renvoi d’angle. Il prévoit deux modes de fonctionnement différents : le premier, en mode monozone, permet l’usinage dans une zone de travail de barres entières de longueur maximum de 7 ou 9 m ; le deuxième, en mode pendulaire, permet l'exécution de plusieurs pièces dans les deux zones de travail séparées. Dans la version avec système de déplacement des étaux sur les axes H et P, il est possible d’utiliser la machine en mode pendulaire dynamique, une méthode de travail qui réduit au minimum les temps d’indisponibilité, car elle permet la disposition automatique des étaux en temps « masqué » aux procédés d’usinage du mandrin dans la capacité d’usinage opposée. Le centre d’usinage TKE 954F est équipé d’un scanner laser qui permet le contrôle d’accès le plus précis et le plus avancé à l’avant de la machine, élevant ainsi les normes de sécurité et d’interface opérateur/machine. En mode pendulaire, le scanner laser permet de programmer des zones d’usinage asymétriques sur l’axe X, pour usiner des pièces ayant des dimensions différentes en exploitant 4 configurations différentes, afin d’augmenter la flexibilité d’utilisation de la machine.
Magasin outils


Cabine intégrale de protection
La cabine de protection locale a été conçue pour offrir le maximum d’efficacité, accessibilité et luminosité tout en se conformant aux exigences de sécurité et d’ergonomie. Le design raffiné et innovant rend la machine unique et incomparable. L’opérateur dispose d’amples surfaces vitrées pour contrôler l’exécution des usinages et d’un large accès aux parties internes pour l’entretien et le nettoyage.
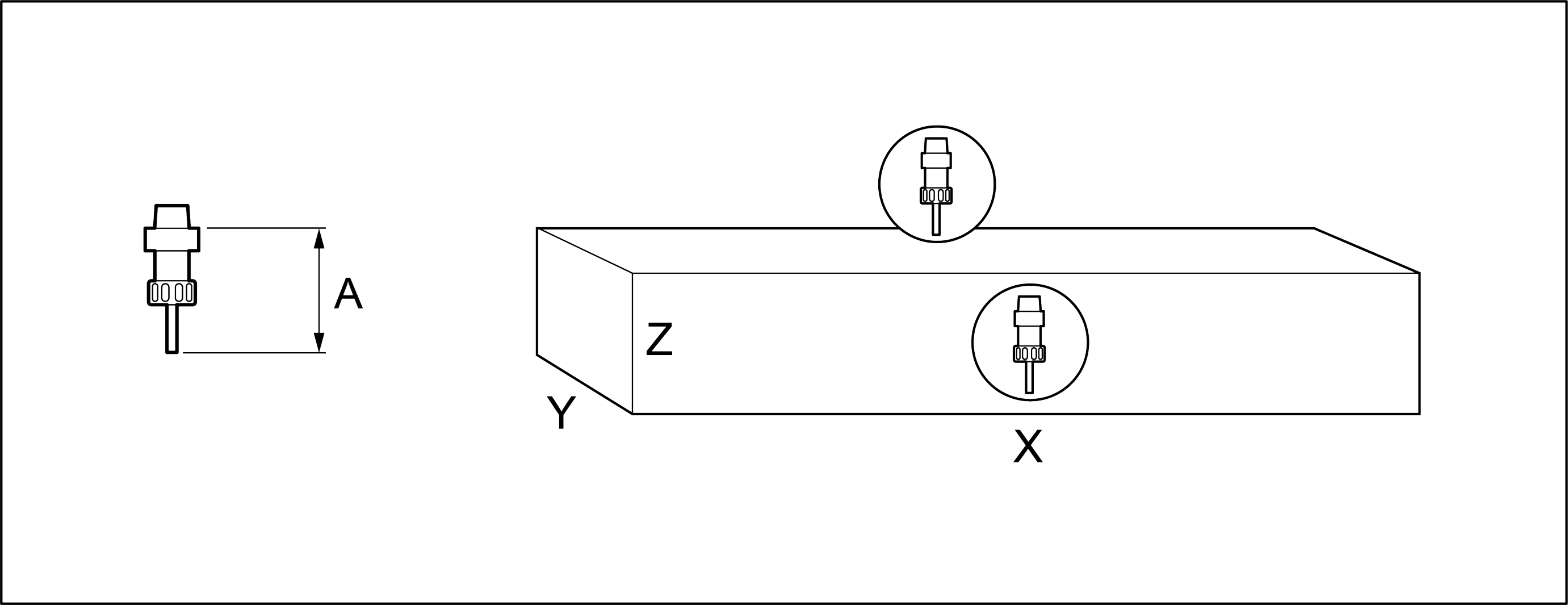
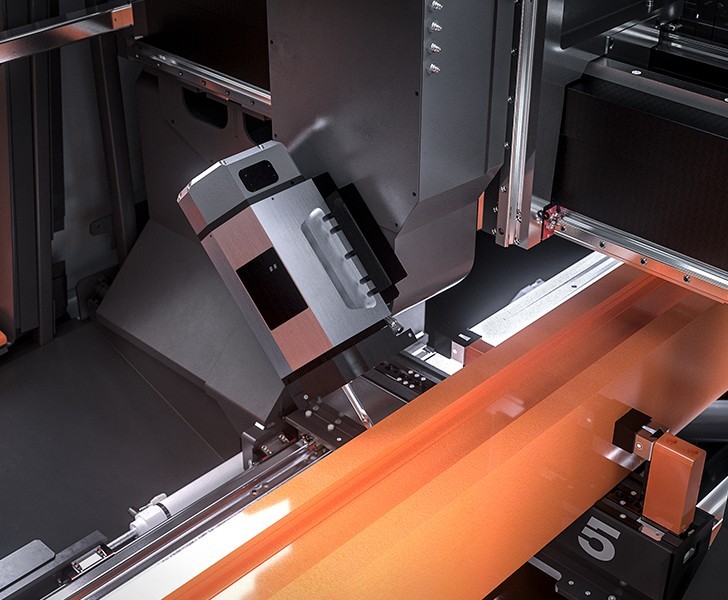
Électrotête
L'électrobroche de 11 kW en S1 avec encodeur convient aux usinages particulièrement lourds et aux taraudages rigides. Le porte-outil HSK-63F et le refroidissement par eau avec unité de réfrigération permettent d'effectuer même des usinages lourds, typiques du secteur industriel. Le déplacement de l'électrobroche le long de l'axe A permet d'effectuer les rotations de -90° à +90°, et donc de travailler le profil sur 3 faces sans avoir à le repositionner.

Contrôle Fanuc
Le contrôle FANUC série 32i est idéal pour gérer une machine complexe comme la TKE954F, dotée d’axes et de trajectoires multiples à grande vitesse pour un usinage de précision. Le matériel et le logiciel innovants du produit offrent des performances, une précision et une qualité de surface optimales. La quantité élevée de mémoire SRAM assure une configuration plus souple des fonctions optionnelles et laisse une plus grande place aux possibilités de personnalisation.
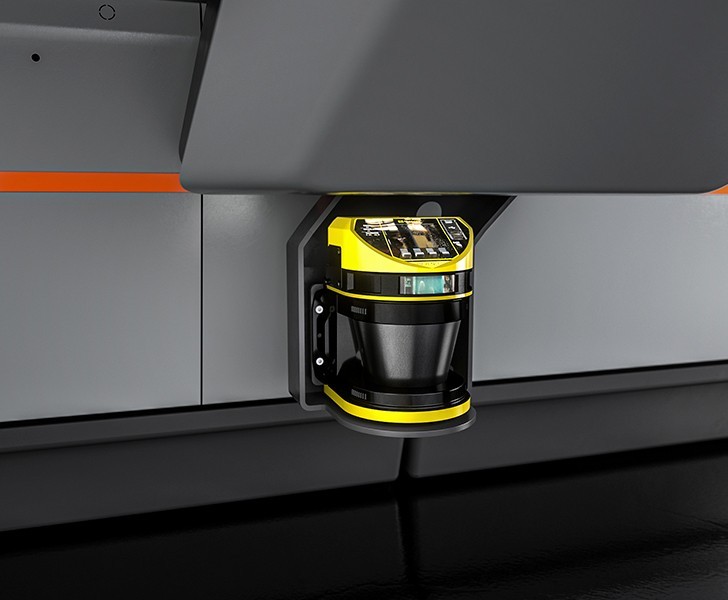
Scanner laser
La protection de l'opérateur est assurée par un système de surveillance de la zone de travail par scanner laser. Ce système de contrôle intelligent, associé à l'absence de références fixes au centre de la machine, est particulièrement utile en mode pendulaire, car il permet de gérer les deux zones de travail en configuration variable, même asymétrique, programmables au cas par cas. La machine offre une grande sécurité, tout en étant flexible et adaptable aux différentes exigences de travail.
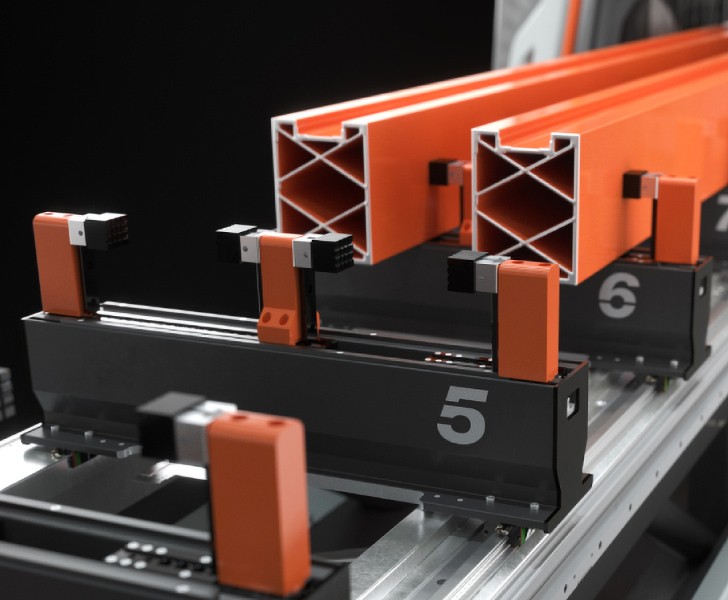
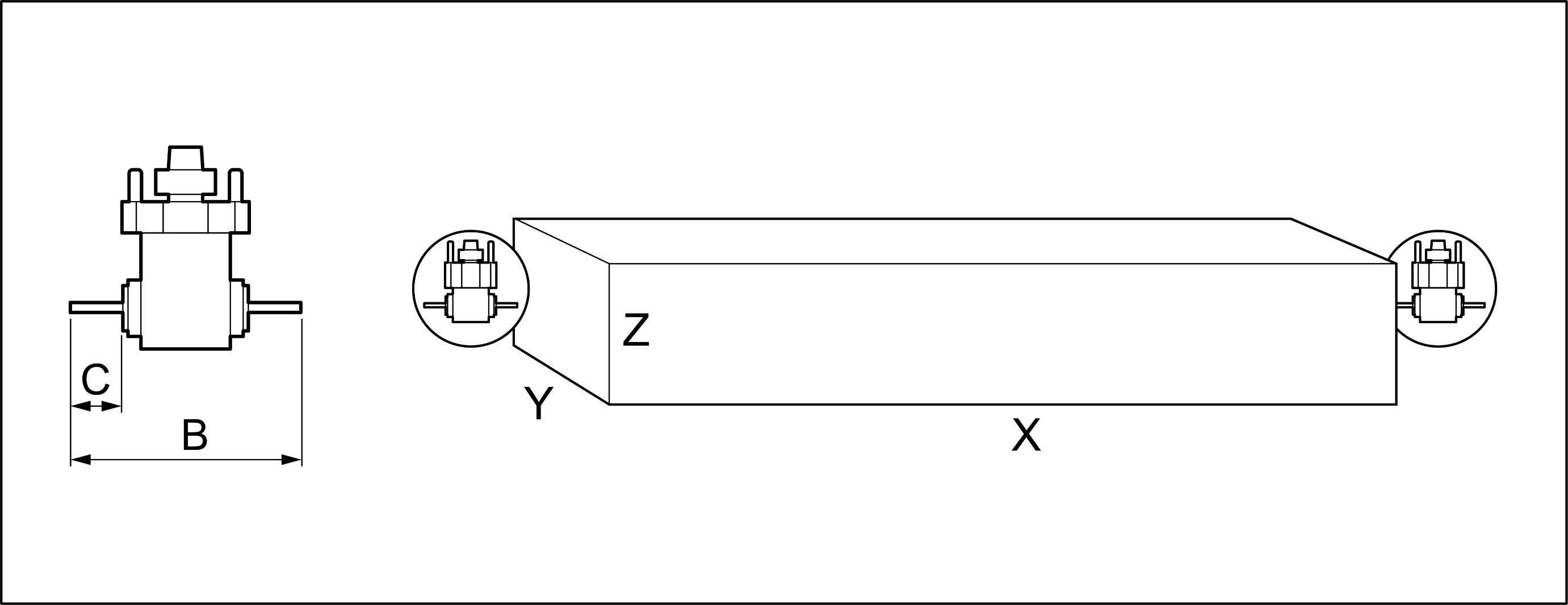
Double presseur sur étau pneumatique (Optionnel)
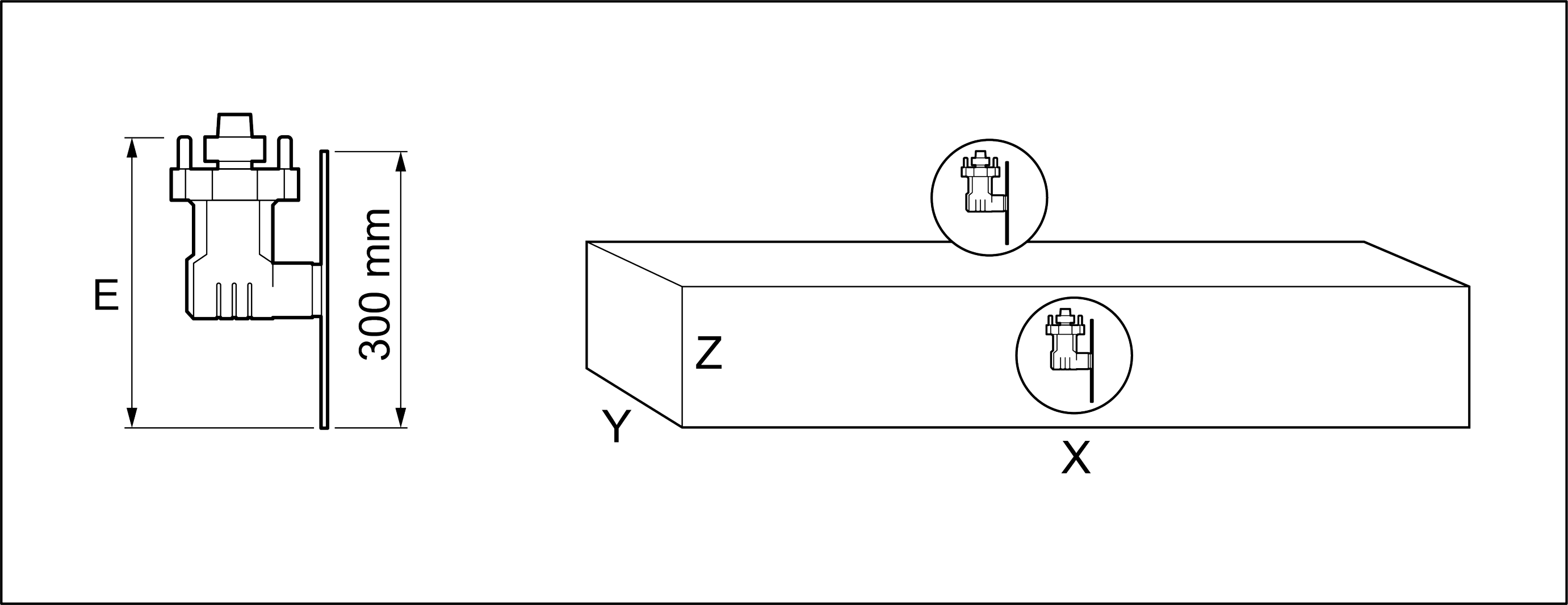
En profitant de la large plage de capacité d’usinage en Y, la machine peut être équipée pour positionner, référencer et serrer deux profils en parallèle dans les étaux, en travaillant les deux en un seul cycle et en permettant ainsi une réduction très significative du temps d'exécution. L'exécution de perçages et de fraisages dans les faces internes au moyen d'un renvoi d'angle nécessite un contrôle de faisabilité.






