
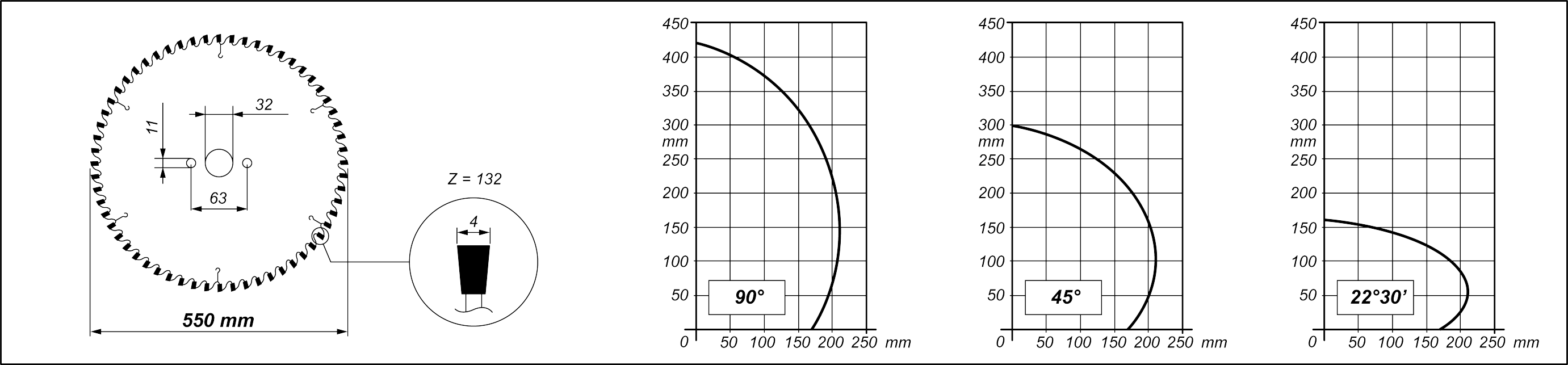
Tronçonneuse à double tête électronique, mouvement automatique de la tête mobile grâce à un moteur brushless à commande numérique par calculateur. Inclinaison pneumatique des unités de coupe à 90° jusqu'à 22°30' (externe) avec un système mécanique de réglage des angles intermédiaires. Avancement oléopneumatique de la lame.
Chargement et déchargement
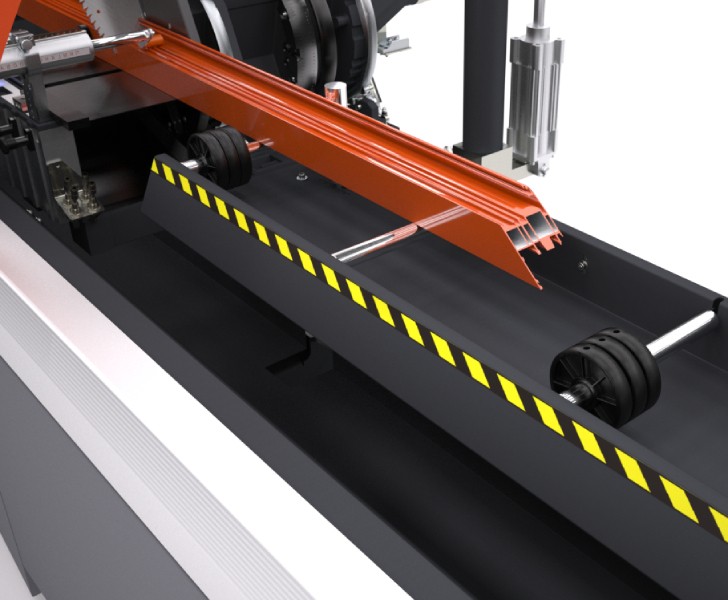

Axe virtuel de l'inclinaison des unités de coupe
L'inclinaison de chacune des têtes, jusqu'à 22°30' vers l'extérieur, pour les deux versions aluminium et PVC, se fait au moyen de deux guides circulaires positionnés sur quatre couples de galets en acier. Cette solution, qui a fait l'objet d'un brevet, permet d'éliminer n'importe quel encombrement dans la zone de coupe, à l'avantage du positionnement et du serrage du profil, et offre en outre une rigidité supérieure aux systèmes traditionnels.
Blocage du profilé
Avec la large disponibilité d'espace consentie par l'axe virtuel, le serrage du profil pour la coupe se fait de manière extrêmement précise et sûre au moyen de deux presseurs horizontaux. Pour la nécessité de serrage vertical, tout particulièrement pour les coupes spéciales, un système de presseurs horizontaux est disponible, ayant fait l'objet d'un brevet et permettant de serrer verticalement le profil.

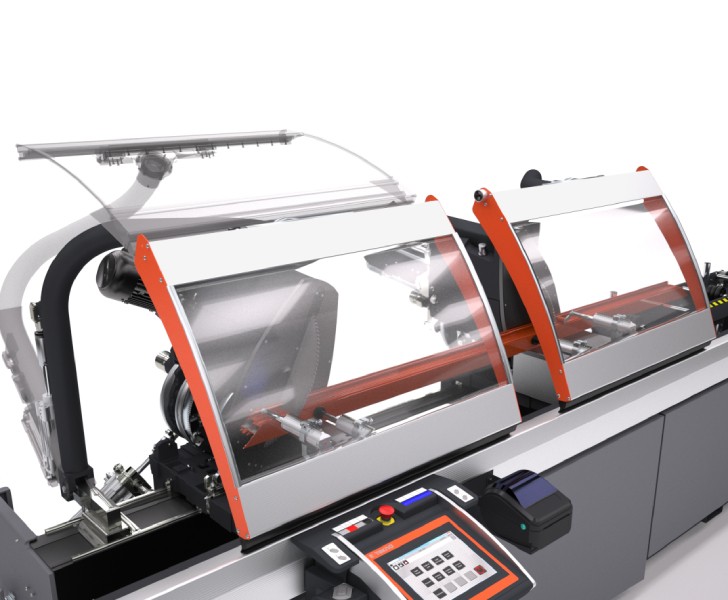
Protection têtes
Contrôle
Le panneau de contrôle, conçu pour une utilisation facile, permet de positionner correctement les têtes mobiles en fonction des spécifications de la coupe à effectuer. Il est muni d'un écran tactile de 5,7" et d'un logiciel totalement personnalisé, offrant de nombreuses fonctions conçues spécifiquement pour cette machine. Il peut être installé, en option, sur un support coulissant sur coussinets le long de la face frontale de la machine.


Imprimante d'étiquettes (Optionnel)
L'imprimante industrielle d'étiquettes permet d'identifier chaque profil coupé avec les caractéristiques d'identification de la liste de coupe. En outre, l'impression du code à barres permet d'identifier facilement le profil lui-même, ce qui est particulièrement utile pour les étapes d’usinage ultérieures sur les centres d'usinage ou les chaînes de montage assisté.







